|
»Click here to display Table of Contents«
|


Fiber Tear |

|

|

|

|
|
Fiber Tear |
|
|
|
|
|
»Click here to display Table of Contents«
|
Fiber Tear |
|
|
|
|
|
Fiber Tear |
|
|
|
|
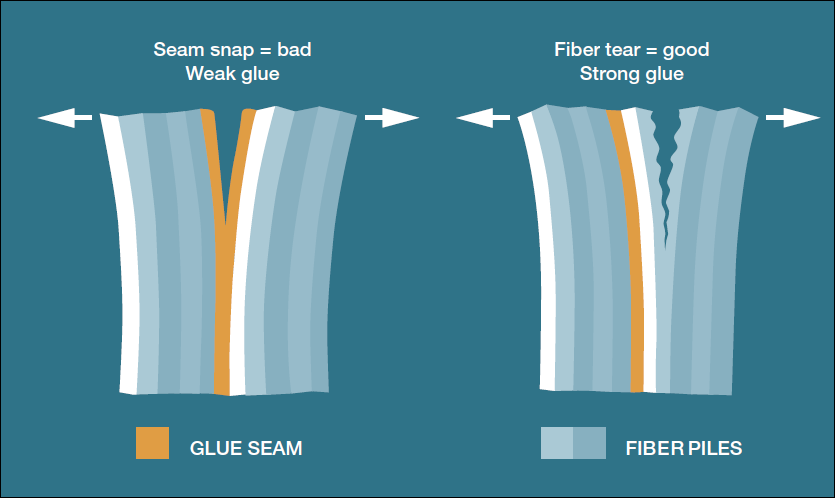
What is fiber tear?
Good fiber tear is achieved when the fiber of the board tears off because the glue has good adhesion. The image below shows a weak glue seam on the left and good fiber tear on the right.
How to produce proper fiber tear
Proper fiber tear is produced by three things.
1)Glue temperature
a)Glue temperature plays an important part in fiber tear. Running the glue at the correct temperature allows the glue to penetrate the fiber of the board. If the glue is too hot, it may burn or "char", causing its properties to break down and not adhere correctly. If the glue is too cold, it will not flow correctly, or penetrate the fiber board deeply enough to allow for good adhesion. Both of these scenarios will cause open flaps on cartons and cases. Follow the glue manufacturer’s temperature settings for the best results.
TIP: If the glue does not seem to be hot enough but the temp is set to the manufacturer's specifications, you may increase the glue gun and hose temp by 5 degrees, thereby increasing the temperature and viscosity of the glue
TIP: If changes to temperature appear to be permanent, consider updating the electrical drawings to reflect the new setting
2)Set time
a)The amount of "Set Time" that glue has on fiber board is very important for proper fiber tear. From the time it is shot onto the board, the glue is already starting to set. If the carton or case is not sent into compression soon enough, the glue may start to set and will not penetrate the board that is being compressed into it. When this happens, the flap will not stay shut which causes a possible jam or a reject.
TIP: When increasing rates for retrofits, glue set time will be a factor; you can only move the case or carton at rates that still allow the glue to set
3)Compression
a)Compression, or forming, is the concept of pressing the flaps shut with plows or an actuated device. In order to compress correctly, you must allow the carton or case enough time to seal and enough room to compress.
TIP: If flaps open after compression and you do not see glue on the flaps, compression may be too light. If compression is too light, you may need to increase pressure by making an adjustment to the width of the compression area. Typically this adjustment is a changeover setting.
TIP: If flaps open after compression and you do see glue but it is smeared or looks spread too thinly, you may be too tight in compression. If compression is too tight, you may need to decrease pressure by making an adjustment to the width of the compression area. Typically this adjustment is a changeover setting.
TIP: If changes to the changeover setting appear to be permanent, be sure to update the values in the HMI
